
A financial case for championing OEE and Continuous Improvement
OEE only matters if you are on the production side of the business, right? Improving the bottom line is paramount to the growth of business, as is continuous improvement. Implementing an OEE and continuous improvement program can positively impact the efficiency of your production and cut costs. So let’s discuss how OEE-based metrics and using CI (Continuous Improvement) programs can help you to:
- Decrease waste and cost
- Provide fact-based justifications for new equipment
How exactly can you use OEE to make these improvements?
Decreasing waste/cost
Using OEE metrics and a CI program can help you increase output. However, the value of increasing output relies on one significant assumption – that you can sell all the extra units produced. But what if that’s not the case, what type of financial gain is there to be had?
Producing your products more efficiently, even if you have no existing need to produce more of them with the current resources, means that you can decrease waste and cost, yielding significant benefit in these areas:
Less labor: More efficient production may enable you to decrease overtime hours, especially if you can fix lines or products that show significant day-to-day variance. Over time, it may allow you to consolidate production, shutter poorer performing lines, and reduce the amount of total plant labor.
Less maintenance costs: Understanding the root cause behind your largest downtime events can enable you to proactively address these issues and reduce the number of occurrences that require maintenance intervention. While there may be some additional upfront costs in the short term, it will lead to both reduced maintenance-related parts and labor costs. Even if you view your total maintenance labor costs as mostly fixed, getting greater efficiency will yield financial benefit.
Less waste, better quality: Rejected product has an associated cost, whether that is rework labor or packaging/product scrap. In the scenario below, an OEE and CI plan that could yield 96% Quality would produce a savings of 240 units x the associated costs for each unit of that product.
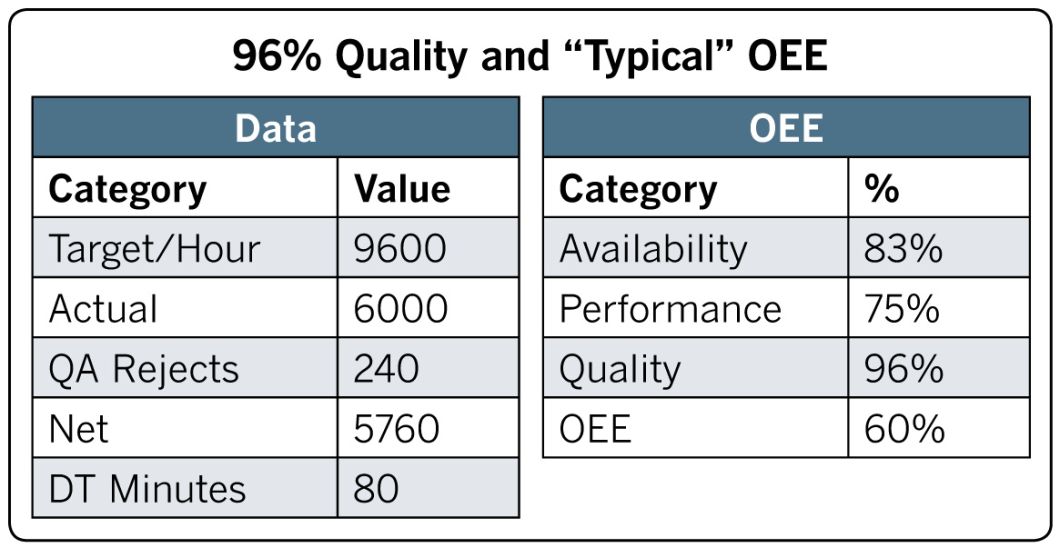
This example (an 8-hour shift with no planned downtime) illuminates the impact of additional production, focusing on the net output which at 5,760 is 2,840 units below what is being targeted for the shift.
Fact-based justification for new equipment
All manufacturing companies have experienced the “struggle” that exists within the capital acquisition request process. Operations is usually predisposed to have newer equipment and more capacity, while finance is charged with ensuring capital is allocated, as needed, with an appropriate return on investment. This process becomes more onerous when there isn’t a standardized, objective set of data that operations and finance can both align on. OEE can provide this data. When data is standardized, collected and combined with underlying detail that should be captured as part of your CI program, a clear answer to whether new capital is needed reveals itself.
Let’s explore two examples:
Increasing equipment capacity: When additional plant output is required, reviewing the OEE scores for the plant, and the individual production lines to get a sense for how close you are to 100% is a good starting indicator. Scores in the 50’s and 60’s would certainly indicate that efficiency improvements are likely a better route than a capital outlay. With “World-Class” OEE an analysis would likely need to take place about how realistic it might be to achieve further substantive gain. Scores above 90% are a good indication that acquisition of additional capital is likely warranted.
But it is important to remember the context for OEE is Planned Production Time, so before acquiring more equipment, you need to answer the question “Should I or can I simply plan for more production time?”. For this type of decision, a variation of OEE called Total Effective Equipment Performance (TEEP) can be used. TEEP adds a fourth component to the OEE equation which is the percentage of planned production time vs. the total amount of time in the day. Knowing this value can highlight assets that are being underutilized during existing shifts. If that number is also relatively high, and you’re not already a 3-shift operation, you would need to consider whether to add another shift. Of course, additional shifts come with additional expenses that should be compared to cost of the new capital. While OEE data would play a minimal role in that calculus, having an OEE measurement system in place can walk the varying stakeholders through the decision process so they arrive at this point aligned.
Replacing existing equipment: OEE measurements can shed light on equipment that continually underperforms. Consistently low Availability scores would indicate frequent breakdowns and justify new equipment. The final decision would require additional data from the CI program about the causes of the failures and whether all reasonable actions to improve uptime have been exhausted. A corollary example exists for when low Performance numbers are present, which shows that equipment has too much wear and tear to produce at its’ target rates.
You can use OEE metrics and a CI program to positively impact your bottom line. Whether it is decreasing waste in the areas of labor, maintenance and quality, or finding clear justification for capital expenditure, there are clear financial benefits for embarking on a journey of operational improvement. No need to be intimidated though, there are tools and resources available, such as VideojetConnect™ Productivity Solutions, that can simplify the process of data collection, and empower you to use your production data to drive operational efficiency and improvement.
Featured Downloads
Continuous Improvement Program white paper

See how easy it is to turn data into action with VideojetConnectTM
