
Four steps to start using OEE today
As packaging lines have become more efficient, waste or problems on the line can become less visible and harder to identify. But there are solutions available that allow line managers to better see and correct problems. Overall Equipment Effectiveness (OEE), a lean manufacturing principle that measures the productivity of a line, shift or piece of equipment over a given time frame is one such solution.
Line managers who look to increase overall efficiency should consider adopting OEE because it helps reduce the six big losses of manufacturing. OEE gives line managers data from across their operation. Having access to that data can mean the difference between a line that works efficiently and one that doesn’t.
In addition to implementing OEE, line managers should also implement and understand Total Productive Maintenance (TPM) and Single-Minute Exchange of Die (SMED).
First, let’s break down what OEE itself is.
What is OEE?
OEE identifies the amount of time that is truly productive. It measures quality, performance and availability.
Your OEE percentage is the percentage of your equipment’s availability multiplied by performance and quality. In an equation, it looks like this:
OEE = Availability factor x Performance factor x Quality factor
To really understand how to utilize OEE, you should know what TPM, the Six Big Losses, and what SMD are.
What is TPM?
TPM is a philosophy around how you should be monitoring and working towards eliminating the six big losses, or the most common causes of equipment failure.
The traditional Six Big Losses are:
- Equipment failure
- Setup and adjustment
- Idling and minor stops
- Reduced speed
- Process defects
- Reduced yield
By identifying, monitoring, and working to eliminate these, you’ll be doing what it takes to keep unplanned, and unproductive, downtime on your line to a minimum.
What is SMED?
SMED encompasses anything you do to enable the changeover to run smoothly.
How to start using OEE: four steps
Now that you understand the terminology used surrounding OEE, I believe you will want to reap the benefits by implementing OEE in your plant. I recommend four ways to start the transformation:
1) Start small
Pick a single area first, you’ll want to start small, because that will allow you to compare multiple areas once you begin using OEE across operations. If you can prove success on the line where you implemented OEE, it would help persuade other decision-makers to implement OEE across the plant.
2) Identify metrics to use
Once you’ve selected the OEE/TPM framework, you’ll need to select the most appropriate metrics to use to get the most productivity out of that framework. Sure, you’re measuring availability, productivity and quality, but there’s a lot of freedom under those measurements to define what constitutes planned work time or unplanned worktime. Any changes will affect your entire formula, so identify your metrics carefully. These metrics need to be planned from the start and stay consistent all the way through for the best use of OEE. Unequal measurement will yield uneven results.
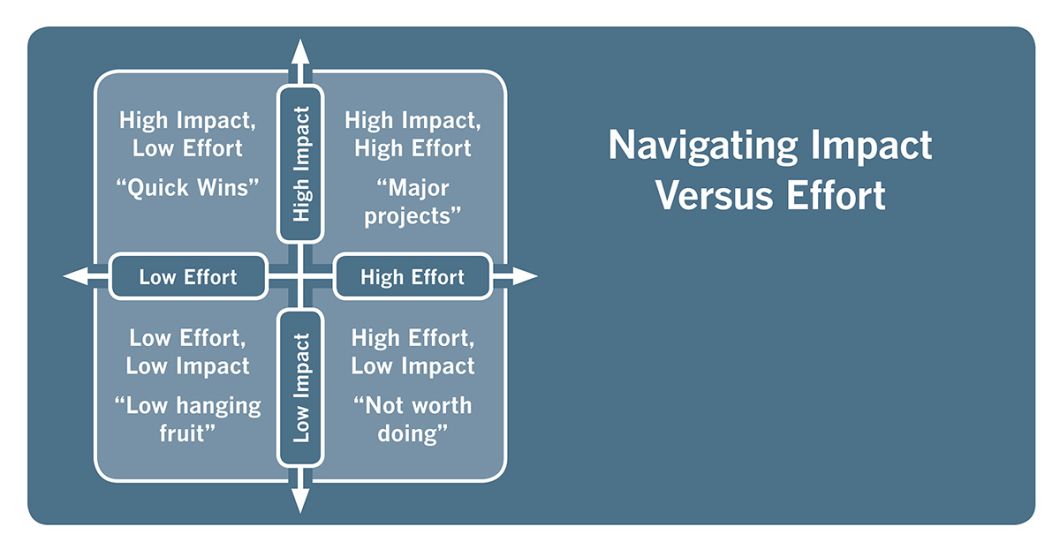
3) Measure with an impact-versus-difficulty matrix
This is a simple, two-by-two graph on an axis. It measures difficulty, from easy to hard on one axis, and impact from small to large on another, essentially helping you prioritize which projects will have the most impact. The impact-versus-difficulty matrix will help you visualize which projects are which. Any project lying in the middle of this matrix is where you’ll need to do some thinking: Is this project worth my time? Is it necessary? Using the matrix, you’ll identify which projects can be addressed quickly.
4) Define clear roles and responsibilities
In OEE, every task needs to have an assigned owner. Frameworks don’t make decisions, people do. Even if the owner of that task doesn’t do the work themselves, he or she will be the one to ensure the task is completed. Decision-making will need to be swift, by making one person the owner, you’ll help ensure that actions are being taken immediately to rectify any issues with the line.
By starting small, identifying key metrics, measuring your OEE/TPM framework with an impact-versus-difficulty matrix and defining clear roles and responsibilities for each task, you will be well on your way to more efficient packaging lines.
OEE isn’t a system of miracles, but a system of diligence. However, once installed, the benefits are great: By using the data that OEE provides, you can help to more accurately predict any slips, breaks or hours of downtime before they happen and take swift corrective action if they do.
Featured Downloads
Continuous Improvement Program white paper

See how easy it is to turn data into action with VideojetConnectTM
