![]() Videojet manufactures more fluids and supplies than any other industrial coding and marking manufacturer. All inks, fluids and ribbons pass a rigorous qualification process to prove their robustness prior to release.
Videojet manufactures more fluids and supplies than any other industrial coding and marking manufacturer. All inks, fluids and ribbons pass a rigorous qualification process to prove their robustness prior to release.
Latest Industrial Inks and Ribbons for Coding and Marking
V420/V528 Returnable Glass Bottle Inks for CIJ

Black ink designed for returnable glass bottling (RGB) applications
- Codes withstand condensation, hot/humid environments and fill operations
- Maintains excellent adhesion after pasteurization processes
- Soluble to common caustic wash solvents used in the refilling process
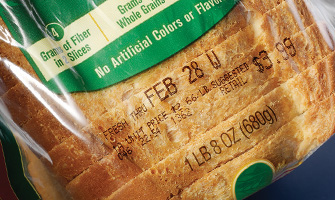
V418 Flexible Packaging Ink for Continuous Inkjet
Ideally suited to print on flexible packaging materials when oily residues are present
- Fast dry time on non-porous substrates
- Resistant to light condensation
- Resistant to oil and grease contaminants
- Great for meat and poultry applications
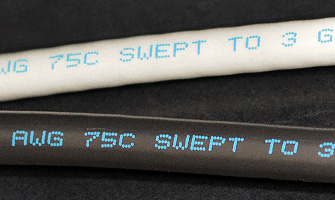
V462 MEK-Free Fast Drying Ink for CIJ Printers
Developed for robust application performance with a focus on reducing use and emissions of certain solvents
- MEK-free and methanol-free
- Halogen-free
- ~25% less make-up consumption and emissions compared to many typical MEK inks
- Good rub, scratch, and tape removal adhesion
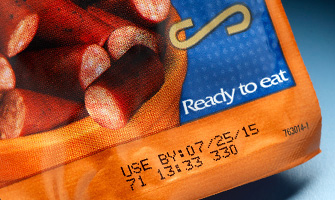
V476 Red Thermochromic Ink for CIJ Printing

Formulated to achieve a very distinctive color change after the cooking process
- Achieves good code adhesion on a variety of common container types used to package cooked and processed foods
- Dark red to light red color change
- Reduced bleeing after retort compared to similar inks
Specialty Inks for Continuous Inkjet Printing
Specialty inks feature properties such as MEK-free, reduced halogen, alcohol-resistance, special colors, low odor, chemical-resistance and high adhesion. Videojet chemists develop unique solutions to address varied customer requirements.
Food Grade Inks for Continuous Inkjet Printers

All raw materials used are food grade quality and produced in a dedicated ISO9001:2008 qualified Food Grade Ink Production Facility. Videojet food grade inks support unique applications such as printing on egg shells, capsules, candy and certain incidental food-contact products.
Featured Download

Inks and Fluids
Expertise Brochure
Formulated for optimal
performance and
maximum uptime
Application Note

How to select the right ink for your application